

The root cause of tablet defects rarely lies where you first notice them. From friability issues to poor coating adhesion, problems in the final product almost always trace back to excipient selection.
Most often, the binder is at cause. In both wet granulation and direct compression workflows, binder characteristics significantly influence multiple tablet properties. Those attributes are highly interdependent with other excipients and with the active pharmaceutical ingredient itself.
What makes binder selection particularly challenging in pharmaceutical formulation is that its impact ripples across the entire manufacturing process. Poor choices at the formulation stage don't just affect granule quality; they compromise tablet compression, disintegration time, and ultimately bioavailability.
When formulators recognize these critical relationships early in the development process, they can prevent common defects like capping, lamination, and disintegration failures before they reach the tablet press. Understanding formulation parameters such as particle size, powder flow, and process parameters like high shear mixing or fluid bed drying gives teams the diagnostic language they need to act strategically.
This article walks you through the key formulation strategies and decision points across every stage of pharmaceutical formulation development, highlighting the red flags that signal binder-related issues.
Formulation Strategies in Tablet Development: The Critical Role of Binder Selection
The strategic selection of excipients to go alongside the API is the foundation of every tablet formulation. Excipients need to be carefully chosen according to the designated manufacturing process.
Direct compression is a viable and cost-friendly solution for BCS class 1 and 2 APIs. The primary challenge when deciding which excipient to choose will be to not compromise the flowability of the blend and ensuring the homogeneity of the particle size distribution (to prevent any segregation in the blend). Spray dried excipients (e.g a spray dried mannitol like Mannitab SD2) and fine grade binders (e.g a water-soluble cellulose like Klucel EXF) are preferred choices due to their respective flowability and binding properties they bring to the system. Particle size of the excipients that match with the API is also a key consideration to prevent any segregation after blending.
On the other hand, the majority of current OSD (Oral Solid Dosage forms) manufacturing processes include a granulation step. Not only is it better suited for BCS class 3 and 4 APIs, it also improves the robustness of the overall formulation and usually leads to a better yield during production (faster tableting speed for example). Even though dry granulation is becoming increasingly common, in most cases wet granulation is used. Attention must be paid during wet granulation:
- Liquid-to-Solid Ratio (L/S): Under-granulation produces weak, dusty granules; over-granulation causes excessive densification, sticking during compression and extended drying time.
- Alert signs: granules that crumble easily or appear wet and glossy indicate an unbalanced L/S ratio.

- Binder choice & dosage/distribution: The nature of the API impacts a lot on the choice of the binder during R&D phase. Critical parameters like the LogP of an API are crucial to rightfully choosing a binder in a tablet formulation, but also the wet granulation process used. For example, a moderate viscosity povidone like PVP K30 will be preferred for high shear mixing while PVP K90 is the preferrable grade for fluid bed granulation. Uneven distribution of said binder creates hardness variability and unpredictable tableting and coating behavior, including edge chipping or tablet breakage during film application.
Regardless of the process used during manufacturing, the binder enhances inter particulate binding allowing better agglomeration of powder thus having a harder granule or tablet. In the rest of this article, we will showcase how a lack of binding properties can impact the rest of the manufacturing process and what were the signs to avoid them in the first place.
Tablet Compression: How Compression Behavior Reveals Formula Gap
Compression transforms the blend into a defined tablet with the target shape, weight, and size. This step creates the tablet structure that determines coating adhesion, handling and API release characteristics. To ensure those properties, the binder must be compatible with the API and responsive to compression forces in ways that support downstream processing.
At compression forces between 5 kN and 30 kN, these first tablet defects can be early alert signs of binder incompatibility or inadequate dosage. Understanding which binder alternatives offer similar binding mechanisms and compression behavior is often the key to addressing these defects efficiently.

At this stage, the other major challenge lies in identifying the right balance of compression forces:
- Low Compression Forces (<5 kN for standard tablets): Produce friable, low-density tablets with insufficient mechanical strength.
- Alert signs: Tablets crumble during handling, exhibit friability, show weight variation due to poor filling, or display inconsistent dimensions.
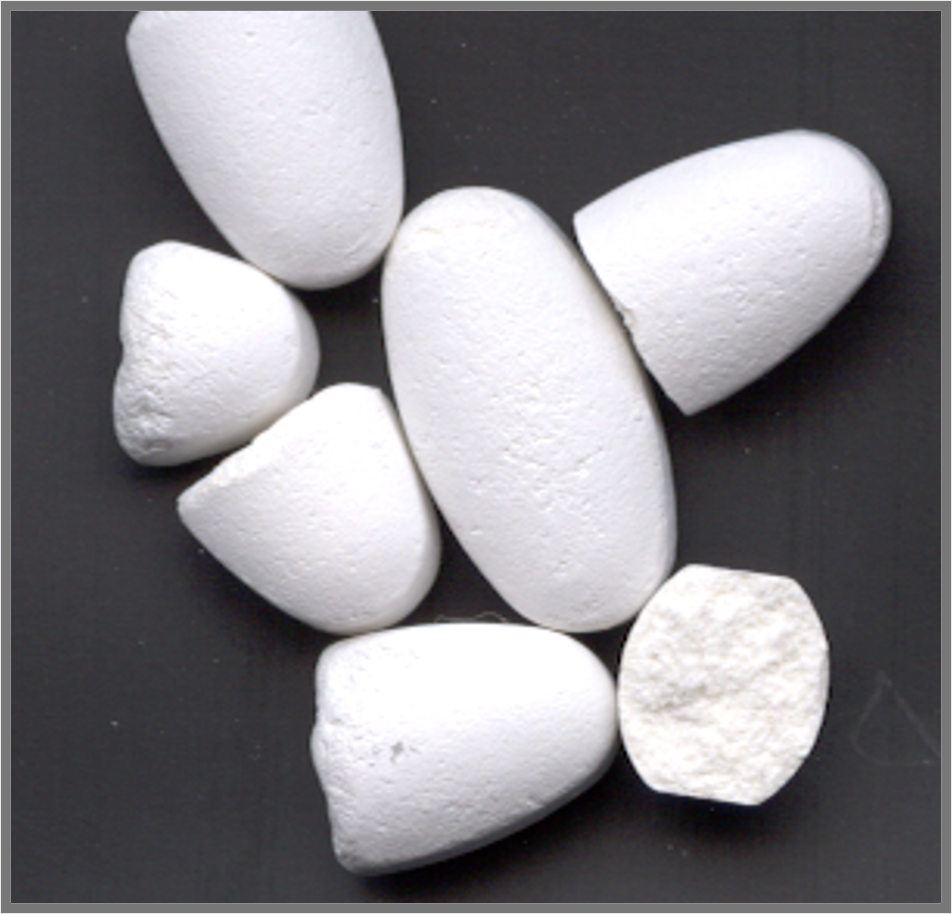
Consequences down the line: Fragile cores generate dust and fragments during coating that contaminate the film, creating surface defects & color inconsistencies.
- High Compression Forces (>30 kN for standard tablets): Create overly dense tablets that compromise both performance and equipment longevity.
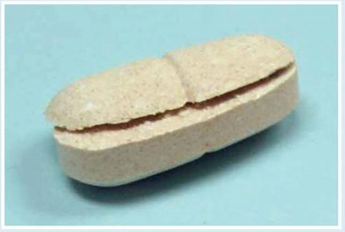
- Alert signs: Capping or lamination during ejection, extended disintegration times, visible punch damage, and tablets with glossy surfaces.
Consequences down the line: Over-compressed cores resist aqueous coating solution penetration, resulting in uneven film formation, increased coating times to achieve target weight gain, and increased risk of bridging defects.
In some cases, such as larger tablets or tablets intended for subdivision, higher compression forces may be required (close to or above 30 kN). Those higher forces may prolong the disintegration-time which is not necessary except for delayed-released formulation. In these situations, the combination of FARMAL CCS (croscarmellose sodium )with either Plasdone S-630 (for hydrophilic APIs) or Klucel EXF (for hydrophobic APIs) allows rapid disintegration and adequate tablet strength.
Critical Checkpoints Before Coating:
- Target tablet hardness is to adjust based on size:
- 4-6 mm: resist compression forces from 50 to 80 N
- 6-9 mm: resist compression forces from 80-120 N
- >10mm: resist compression forces from 120-200 N
- Friability: <1.0% according to the EU & US Pharmacopeia (ideally <0.5% for coating robustness)
- Disintegration time: within specification limits for formulation type
- Dimensional consistency: thickness variation <±5%, weight variation within pharmacopeial limits.
Tablet Coating: The Final Step Revealing Formulation Robustness
Coating applies polymer or sugar solutions to tablets, improving swallowability, protecting active ingredients, and masking taste. The coating process (pan rotation, spray impact, and thermal drying) immediately exposes any compression deficiencies from the previous step.
Under-Compression: Tablets with insufficient mechanical strength experience breakage, and surface erosion under coating pan conditions.
Alert signs: Increased tablet debris accumulation in the pan, chipped edges, rough surface texture, and color variations.

The defects revealed during coating often point to upstream formulation weaknesses, but the coating itself must also be optimized for success. For insights into advanced coating systems that enhance both tablet integrity and drug delivery, see our article on Smart Coatings: Advanced Solutions for Pharmaceutical Formulators
Integrating Sustainable Thinking into Tablet Formulation
The solid-to-liquid ratio of coating formulations represents a critical decision point in pharmaceutical formulation development, with implications that extend well beyond coating quality. This single parameter shapes water consumption, energy requirements, and overall process efficiency, making it a key lever in both formulation optimization and ESG strategy.
Conventional aqueous coating systems typically operate at around 85% water which require extensive drying energy and processing time. High-solids formulations like Aquarius Genesis coating system (~65% water) reduce water consumption by approximately 20% per batch while significantly decreasing drying energy requirements. This strategic approach delivers both environmental benefits and operational advantages without compromising product quality.
It is important to note that solid to liquid ratio (S/L) of the coating solution directly affects spray ability, film formation, drying efficiency, and final appearance.
Alert signs:
- High solid content: matte surface texture, orange-peel effect, spray-dried particles, and color mottling.
- High liquid content: tablet sticking and pale or uneven color development.
Expertise You Can Count On
Smart excipient choices made early in development are the foundation for defect-free compression and smooth scale-up in the pharmaceutical industry.
Understanding how binder selection and upstream processing decisions influence compression outcomes allows formulators to distinguish between normal process variability and early warning signs of formulation issues. Addressing these binder-related risks at the right moment in the development process not only helps prevent costly rework but also supports smoother scale-up and more robust manufacturing outcomes.
Our commitment is to support pharmaceutical companies with the expertise and innovative solutions needed to master these complexities while incorporating quality into every stage from the initial powder blend to the final product. That's precisely why we established our application laboratory: to provide hands-on support when formulation challenges arise. Discover the specialized equipment and services available to help solve your toughest tableting problems in this interview. When tablet defects persist despite your best efforts, expert guidance can make the difference.
Book a quick expert chat
Still unsure about Your Formulation?