TL;DR — Vulcanisation transforms a plastic rubber compound into a highly elastic product by building a three-dimensional cross-linked network. Sulphur systems form sulphidic cross-links that deliver superior tensile strength, tear resistance, and dynamic fatigue performance, making them the go-to choice for natural rubber, SBR, and dynamic applications. Peroxide systems form carbon–carbon cross-links with significantly higher bond energy, delivering better thermal stability, lower compression set, and superior resistance to thermo-oxidative ageing — making them the preferred curing system for EPDM, silicone rubber, and applications requiring high-temperature or hot-steam resistance. For EPDM rubber compounds specifically, combined sulphur and peroxide vulcanisation systems offer a way to balance the trade-offs of both, yielding higher tensile strength and elongation at break than either system alone.
Ready to Work Together?
Get in touch with our team and discover tailored solutions for your industry
What is vulcanisation and why does the curing system choice matter?
Vulcanisation is the process of transforming a plastic rubber compound into a highly deformable and elastic material by forming a three-dimensional cross-linked network structure within the rubber matrix. During this process, curing agents react with functional groups on the elastomer chains, creating chemical bridges between polymer segments that define the mechanical, thermal, and ageing behaviour of the final rubber product.
The choice of vulcanisation system is one of the most consequential formulation decisions in rubber compounding. It determines not just the type of cross-link formed — and therefore the fundamental property profile of the vulcanizate — but also the processing temperatures, cure kinetics, filler compatibility, and end-use performance window of the rubber compound. As reviewed in Chemical Papers, sulphur systems and organic peroxides remain the two most widely used vulcanisation approaches across the rubber industry, and the choice between them is driven primarily by the elastomer type and the requirements of the final product.
How does sulphur vulcanisation work?
Sulphur vulcanisation has been known for over 160 years but the underlying mechanism remains an active area of research. In practice, elemental sulphur is always used in combination with accelerators — most commonly thiazole, sulfenamide, or thiuram derivatives — and activators such as zinc oxide and stearic acid. The role of zinc oxide in sulphur cure is to activate the accelerator, forming zinc-accelerator complexes that initiate the sulphidation of rubber chain segments.
The result is the formation of sulphidic cross-links connecting polymer chains. These cross-links exist in three forms — monosulphidic (C–S–C), disulphidic (C–S₂–C), and polysulphidic (C–Sₓ–C, where x = 3–6) — and the ratio between them is controlled by the sulphur-to-accelerator ratio in the formulation. Conventional sulphur systems (high sulphur, low accelerator) produce predominantly polysulphidic networks; efficient vulcanisation (EV) systems (low sulphur, high accelerator) produce predominantly monosulphidic cross-links; semi-EV systems fall between the two.
Polysulphidic cross-links are longer and more flexible than mono- or disulphidic bonds. This gives conventionally sulphur-cured rubber its characteristic advantages: high tensile strength, high tear resistance, and good dynamic fatigue performance. The longer cross-links can redistribute stress under load, dissipating energy before chain failure occurs. The trade-off is inferior heat ageing resistance: polysulphidic bonds break down more readily at elevated temperatures, leading to reversion — a softening and loss of mechanical properties — on prolonged exposure to heat.
How does peroxide vulcanisation work?
Organic peroxides — the most widely used being dicumyl peroxide (DCP) — cure rubber through a free-radical mechanism. At processing temperatures, the peroxide decomposes thermally into radicals, which react with the rubber polymer chains either by hydrogen abstraction or by addition to double bonds in unsaturated rubbers. Both mechanisms generate macromolecular radicals on the rubber chains, which then recombine to form carbon–carbon cross-links directly between polymer chain segments.
These C–C bonds have significantly higher dissociation energy than sulphidic cross-links — approximately 348 kJ/mol for C–C versus 273 kJ/mol for C–Sₓ–C bonds. This is the chemical basis for the main advantages of peroxide-cured vulcanizates: higher resistance to thermo-oxidative ageing, superior thermal stability, better performance in hot steam environments, and lower compression set — a critical property in sealing applications.
The limitation of peroxide systems is the risk of chain scission reactions occurring alongside cross-link formation. When a macroradical undergoes beta-scission rather than recombination, it fragments the polymer chain instead of bridging it — leading to degradation of mechanical properties rather than network formation. The extent of this side reaction depends on the polymer structure, peroxide concentration, and processing temperature. Some polymers — notably polypropylene and certain halogenated rubbers — are highly prone to chain scission and are therefore not suitable for peroxide vulcanisation.
Sulphur vs peroxide: the key property trade-offs
The following trade-offs are consistently reported across the peer-reviewed literature on rubber vulcanisation systems:
- Tensile and tear strength — Sulphur-cured vulcanizates consistently outperform peroxide-cured ones in tensile strength and tear resistance, particularly in natural rubber and SBR. The longer, more flexible sulphidic cross-links distribute stress more effectively under tensile loading. In a comparative study of nitrile rubber composites, sulphur-cured NBR filled with carbon black showed tensile strength values rising from 13.1 to 21.2 MPa with increasing filler concentration.
- Thermal stability and ageing resistance — Peroxide-cured vulcanizates maintain their mechanical properties significantly better after prolonged heat exposure. The higher bond energy of C–C cross-links resists thermal degradation more effectively than polysulphidic bridges. This is the decisive advantage in applications requiring extended service at elevated temperatures.
- Compression set — Peroxide systems deliver lower compression set — meaning the rubber recovers more completely after prolonged compressive loading. This is critical in sealing applications such as gaskets, O-rings, and weather-stripping, where permanent deformation under load directly compromises sealing function.
- Dynamic properties — Both curing systems produce vulcanizates with similar dynamic mechanical properties (storage modulus G', loss modulus G'', and loss factor tan δ), as confirmed by comparative DMTA testing on EPDM rubber compounds. The curing system has less influence on dynamic stiffness than on static mechanical properties.
- Processing and cost — Sulphur systems are generally lower-cost and easier to process. Peroxide curing typically requires higher processing temperatures and more precise control to avoid premature decomposition. The by-products of peroxide decomposition — notably acetophenone and cumyl alcohol from dicumyl peroxide — can also affect odour, which is relevant in food contact and potable water applications.
- Cross-link density — Both systems can achieve comparable cross-link density levels, but the network architecture differs. Sulphur systems form heterogeneous networks mixing mono-, di-, and polysulphidic links; peroxide systems produce more uniform C–C networks. The equilibrium swelling test in solvents is the standard method for measuring cross-link density and assessing network structure in vulcanizates.
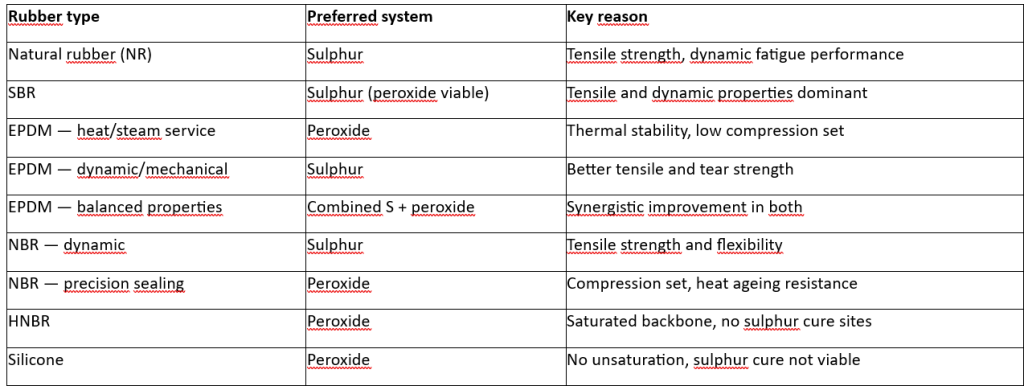
Which curing system for which rubber?
Peroxide vs Sulphur Curing for EPDM: Temperature, Steam and Chemical Resistance
Natural rubber (NR) — sulphur preferred
Natural rubber contains a high proportion of cis-1,4-polyisoprene with abundant double bonds along the backbone — the ideal substrate for accelerated sulphur vulcanisation. Sulphur curing of natural rubber delivers the high tensile strength, resilience, and dynamic performance that make NR the material of choice for tyres, conveyor belts, and anti-vibration mounts. Peroxide curing of NR is technically possible but less common, as chain scission side reactions can degrade mechanical properties in highly unsaturated systems at the temperatures required for DCP decomposition.
SBR (styrene-butadiene rubber) — sulphur preferred, peroxide viable
SBR is a copolymer of styrene and butadiene with sufficient unsaturation to support effective sulphur vulcanisation. Sulphur-cured SBR offers good tensile and dynamic properties for tyre treads, footwear, and general rubber goods. Peroxide vulcanisation of SBR is also viable and produces C–C cross-links with better heat ageing resistance, though at some cost to tensile performance. The choice between systems in SBR is typically driven by the end-use temperature requirement.
EPDM rubber — both systems viable; peroxide preferred for high-temperature applications
EPDM is unusual in being efficiently curable with both sulphur and peroxide systems, which is why it is the most extensively studied rubber in comparative vulcanisation research. EPDM is an ethylene-propylene terpolymer where the third diene monomer — most commonly ethylidene norbornene (ENB), dicyclopentadiene (DCPD), or 1,4-hexadiene — provides the pendant unsaturation sites required for sulphur vulcanisation, while the saturated ethylene-propylene backbone enables peroxide cross-linking.
For EPDM rubber compounds used in hot steam seals, automotive cooling system hoses, and heat-resistant profiles, peroxide curing is the standard choice: peroxide-cured EPDM can withstand continuous service up to approximately 150°C and intermittent steam exposure up to 200°C. For dynamic sealing applications, weatherstripping, and membranes where tensile and tear properties take priority over heat ageing, sulphur curing delivers better mechanical performance. Research on carbon-black-filled EPDM compounds has also found that sulphur systems outperform peroxide in cross-link density and mechanical performance in filled formulations, while peroxide systems are more suitable for unfilled EPDM compounds.
Nitrile rubber (NBR) — both viable; peroxide for sealing applications
Nitrile rubber — acrylonitrile butadiene rubber (NBR) — is widely used in petroleum-resistant seals, fuel hoses, and aerospace gaskets. Both sulphur and peroxide curing systems are used commercially. Sulphur-cured NBR with carbon black reinforcement delivers high tensile strength suitable for dynamic applications. Peroxide-cured NBR delivers better compression set and heat ageing resistance, making it the preferred choice for precision seals in automotive and industrial fluid systems. Hydrogenated NBR (HNBR), with its saturated backbone, is almost exclusively peroxide-cured.
Silicone rubber — peroxide only (conventional grades)
Conventional silicone rubber lacks carbon–carbon unsaturation and cannot be sulphur-cured. Peroxide vulcanisation — commonly with DCP, bis-2,4-dichlorobenzoyl peroxide, or di-tert-butyl peroxide — is the standard cross-linking method for heat-cured silicone rubber, producing C–C and C–O–C cross-links via hydrogen abstraction from the silicone methyl groups. Addition-cure silicone systems (platinum-catalysed hydrosilylation) are also widely used but fall outside the sulphur-peroxide comparison.
Butyl rubber (IIR) and halobutyl rubber — limited unsaturation requires specific approaches
Butyl rubber has very low unsaturation, which makes conventional accelerated sulphur systems slow and inefficient. Specialised sulphur systems using high accelerator loadings, or resol resin curing, are typically used. Peroxide curing of standard butyl rubber is problematic due to its tendency toward chain scission rather than cross-link formation. Halogenated butyl rubbers (CIIR, BIIR) allow somewhat more latitude in curing system selection.
The combined sulphur and peroxide vulcanisation approach
For EPDM rubber specifically, research has established that combined sulphur-peroxide vulcanisation systems offer a way to engineer properties beyond the range of either system alone. When both curing agents are used simultaneously, the rubber network contains a mixture of sulphidic cross-links, C–C cross-links, and — when coagents are present — multifunctional coagent-mediated cross-links.
The result is a lower overall cross-link density than pure sulphur or pure peroxide systems individually, but a higher tensile strength and elongation at break than either alone. The mutually compatible cross-link types appear to balance each other's weaknesses: the more flexible sulphidic bridges contribute to elongation and tensile performance, while the C–C bonds contribute to thermal stability and compression set resistance.
The role of peroxide co-agents — low molecular weight organic compounds with reactive double bonds, such as zinc diacrylate (ZDA), zinc dimethacrylate (ZDMA), or ethylene glycol dimethacrylate (EGDMA) — is to increase cross-linking efficiency in peroxide systems by participating directly in additional cross-link formation, increasing cross-link density and improving the mechanical properties of the peroxide-cured vulcanizate.
The selection of vulcanisation system is ultimately a product specification exercise: what temperature range must the rubber survive, what mechanical loads will it carry, is compression set a failure mode, and what processing constraints apply? Understanding the relationship between cross-link type, cross-link density, and the resulting physical properties of rubber compounds is the foundation of that decision.